

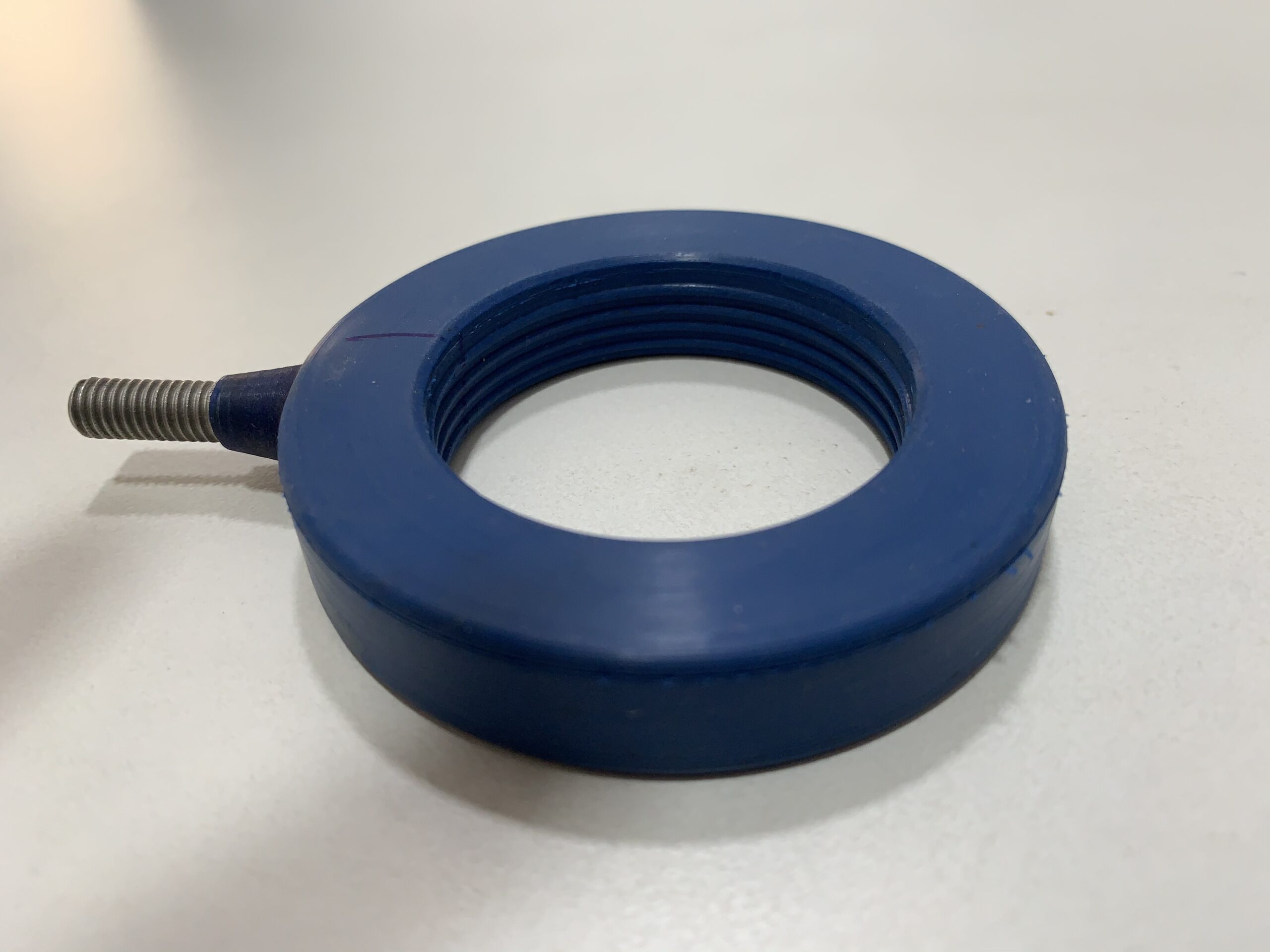
Non Reinforced Inflatable Seals
Wespo Inflatable door seal is a reinforced elastomeric tube or without reinforced (depend on pressure) custom molded in a round concave, convoluted or flat configuration . it is designed to round out with the introduction of an inflation medium to form a tight barrier between a mounting and striking surface.

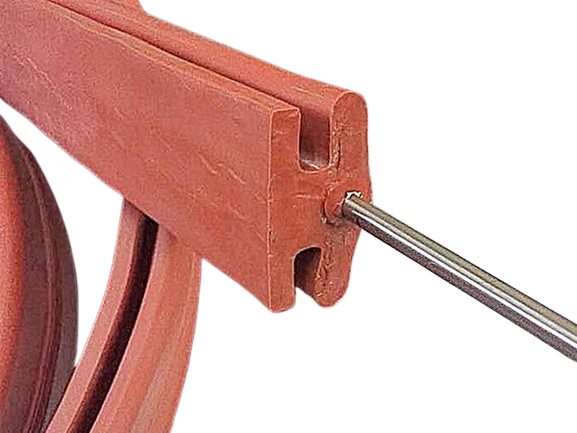
Fabric Reinforced Inflatable Seal
A fabric reinforced seal is a completely molded seal which is built around the same operating principles as a homogeneous inflatable seal. The addition of fabric helps increase the amount of internal pressure by which the seal can operate, where higher pressures are required in a non-enclosed form.
Axial
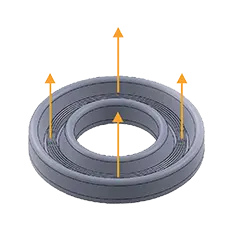
Axially expanding Inflatable Seals have the centerline diameter as the fixed dimension. The Inflatable Seal expands in the perpendicular direction with respect to the diameter. These seals are sometimes also referred to as face seals.

Radial-Outward
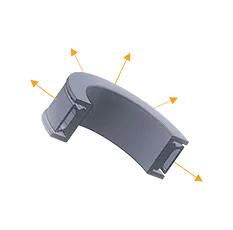
Seals expanding radially outward have the Air Inlet Valves(AIV) typically installed into a channel with the inside diameter (ID) as the fixed dimension.
Radial-Inward
Inflatable seals with small outside diameters may end up wrinkling with this kind of expansion. Seals expanding radially inward have Air Inlet Valves(AIV) typically installed into a channel with the outside diameter (OD).

Circular
Inflatable Seals with circular geometry are the most commonly used seals owing to their wide application. Circular Inflatable Seals are the mostly preferred in manhole covers, hopper seals or in industrial machinery like fluidized bed dryers, autoclaves; where in the machines are made in circular dimensions.
Rectangle
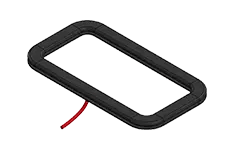
Rectangular Inflatable Seals are very commonly found in door applications like doors for clean rooms, nuclear facility, satellite testing facility, etc. Please note, Western Rubbers’ does not fabricate rectangular seals with tight radiused corners. This is to ensure the seal expansion is not compromised at any point.

U Shaped
U shaped Inflatable Seals are a common configuration in inflatable gate seals. Ends of u-shaped seals are vulcanized and hence cannot inflate. The uninflated portion of the seal depends upon the seal profile and application. Appropriate retention mechanisms for this configuration is available at Western Rubbers.
Strip
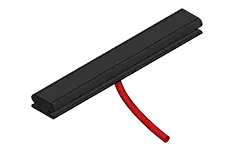
Inflatable seals with straight configurations are most commonly found in clamps and actuators. Straight seals have vulcanized ends that do not expand. The amount of uninflated area in straight seals depends on profile and application. We provide retention mechanisms that work well for straight seals.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}